 Inglés
Inglés  Francês
Francês  Alemão
Alemão  Italiano
Italiano  Japonês
Japonês  Norueguês
Norueguês  Portugués
Portugués  Español
Español 
Dentro de uma fábrica coreana em Incheon, a produção de varas de pesca de carbono começa no corte do tecido e termina só após uma inspeção que mede retidão, acabamento e falhas. Desde 1988, o fluxo passa por molde, enrolamento, forno elétrico, pintura, guias e epóxi até a embalagem final.
A fábrica coreana visitada em Incheon opera desde 1988 e expõe um ponto que quase ninguém percebe nas varas de pesca: o material não “nasce” como vara, ele é construído por camadas, cura térmica e controle dimensional. O que decide o destino do produto é a inspeção, que pode aprovar a peça ou empurrar o processo para correções.
Quem sustenta esse resultado são trabalhadores que fazem montagem manual e verificação visual e tátil, etapa por etapa, enquanto o forno elétrico e os revestimentos travam a forma do carbono. O porquê desse rigor é simples: uma microfalha em guia, epóxi ou alinhamento vira perda de desempenho, risco de quebra e retorno do cliente, mesmo quando tudo parece perfeito a olho nu.
Tecido de carbono e o corte que já define a vara
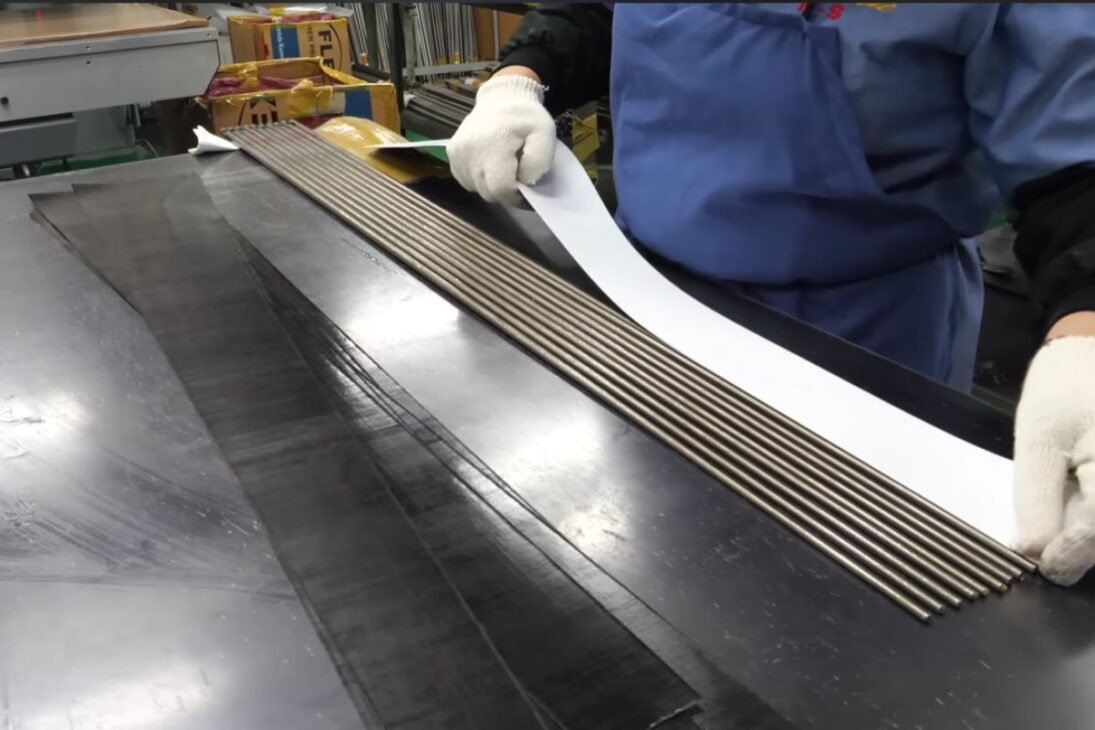
O ciclo começa no tecido de carbono. Na fábrica coreana, o carbono é medido e cortado conforme o tipo e o tamanho das varas de pesca, porque a geometria do blank depende do formato do recorte.
-
A vila brasileira única onde não tem asfalto, energia elétrica quase não chega, carro não entra e a luz da Lua vira atração entre dunas e ruas de areia, chamando a atenção de mais 1,5 milhão de turistas por ano

-
Em pleno interior paulista, uma cidade que já foi lar de dinossauros chama a atenção do mundo: o «Jurassic Park» com mais de mil pegadas de dinossauro fossilizadas de 135 milhões de anos é algo realmente fascinante

-
A CIA construiu em segredo o Glomar Explorer, o maior navio de mineração do mundo, usou o bilionário Howard Hughes como fachada e tentou levantar do fundo do Pacífico, a quase 5.000 metros de profundidade, um submarino nuclear soviético de 1.700 toneladas em uma das operações mais audaciosas da Guerra Fria

-
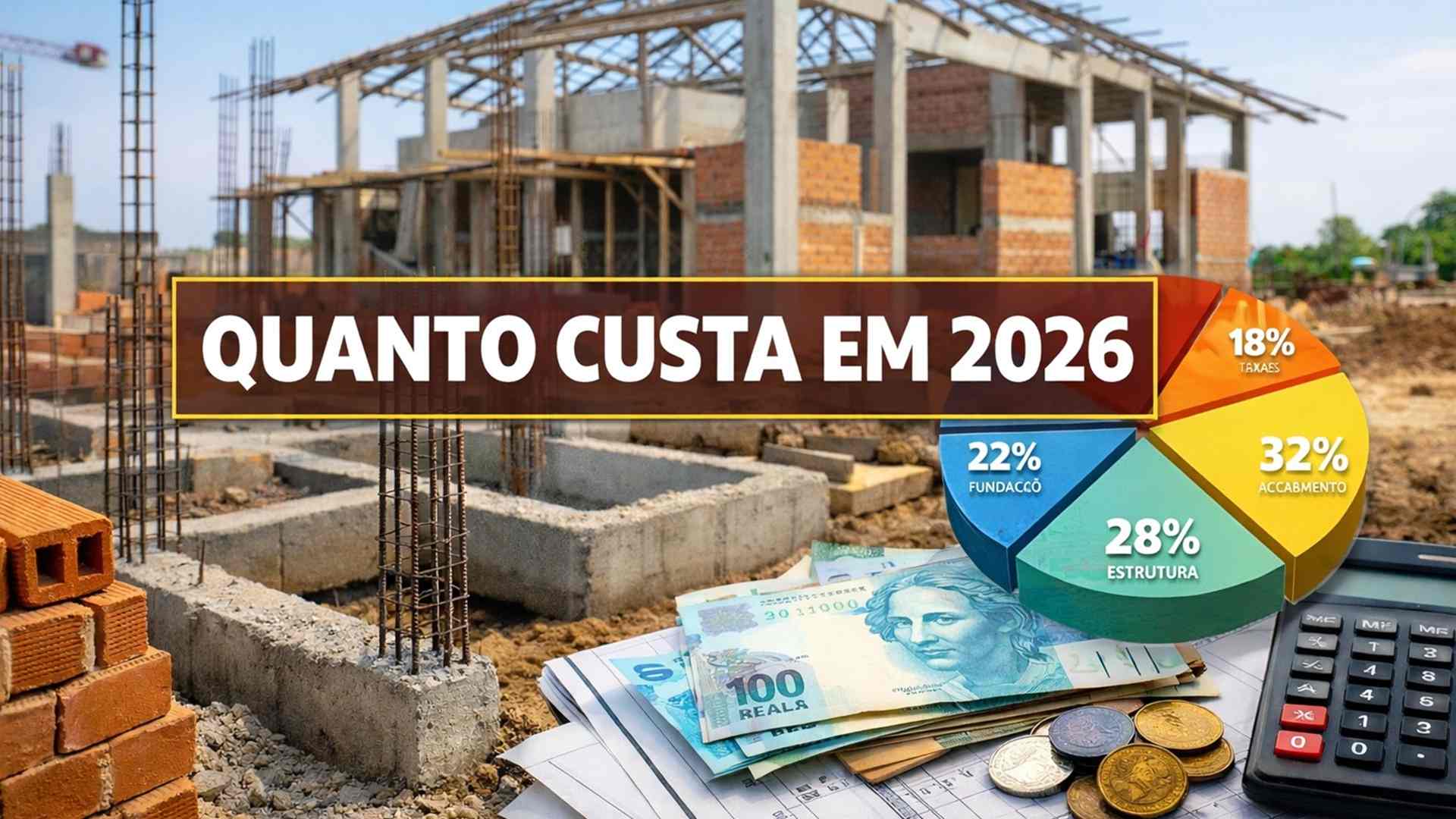
Quanto custa construir uma casa de 100 m² em 2026
Um corte fora do padrão altera espessura, conicidade e ação, e isso aparece mais tarde na flexão.
Depois do corte, o tecido de carbono é anexado ao molde.
Em Incheon, o molde varia de acordo com o modelo, mas a lógica é repetida: posicionar o carbono com precisão para que o enrolamento forme uma parede uniforme.
É aqui que a fábrica coreana “programa” o comportamento mecânico das varas de pesca antes mesmo do forno.
Enrolamento, fita PP e forno elétrico: onde o carbono vira estrutura

Com o tecido preso ao molde, a fábrica coreana usa uma máquina de enrolar para transformar o carbono em um tubo contínuo.
A etapa seguinte é a colagem por fita PP, enrolada ao redor do carbono para comprimir as camadas e reduzir vazios.
O objetivo técnico é controlar compactação e aderência, evitando regiões fracas.
Na sequência, a vara gravada vai ao forno elétrico para secar e moldar. O calor estabiliza o conjunto e fixa a forma que o molde impõe.
Depois do forno elétrico, o blank de carbono é separado do molde e a fita PP é removida, revelando uma superfície ainda crua, que precisa de padronização para virar uma vara utilizável.
Corte, polimento, pintura e impressão: acabamento que também é controle
Após sair do molde, a fábrica coreana corta a peça para deixar um comprimento consistente.
Essa padronização reduz variação entre lotes de varas de pesca, o que importa para quem compra o mesmo modelo esperando o mesmo comportamento.
Em seguida, vem o polimento para eliminar superfícies ásperas e pontos de concentração de tensão.
Com o blank seco e liso, a pintura colorida é aplicada e novamente seca em sala de secagem. Só depois entram impressão e etiquetas, seguidas de revestimento.
Aqui o acabamento não é só estética: ele denuncia defeitos e protege o carbono, porque falhas de pintura, poros e arranhões podem indicar problemas de cura ou de manuseio.
Montagem manual, guias e epóxi: a parte que define o uso real

Com o corpo pronto, a fábrica coreana parte para unir peças, quando o tipo de vara exige segmentos.
As áreas de encaixe são polidas para garantir tolerância e acoplamento, e a montagem manual combina seções conforme o modelo.
Em varas de pesca de isca, a fixação de guias entra como etapa crítica de alinhamento.
Depois que as guias são anexadas, aplica-se epóxi.
O epóxi trava a guia, sela a amarração e influencia durabilidade e sensibilidade, porque excesso pesa e escorre, e falta deixa folga.
Dependendo do tipo, o epóxi também aparece em peças de encaixe ou conexão.
O epóxi, aqui, é um componente estrutural, não um detalhe cosmético.
Inspeção final e o momento em que tudo pode voltar ao início
Após revestimento e secagem, a vara de carbono entra em inspeção.
O trabalhador procura áreas ásperas na superfície, corrige no polimento e confere se as guias estão retas.
Em uma fábrica coreana, essa inspeção funciona como uma triagem de qualidade que separa “produto” de “retrabalho”, mesmo quando a peça já está montada.
Quando passa, o produto é montado como item acabado e inspecionado mais uma vez antes da embalagem.
Quando falha, a lógica é dura: volta para ajustes, correções de acabamento, realinhamento de guias ou revisão de epóxi, até que a inspeção seja satisfeita.
O segredo que quase ninguém vê é esse custo invisível, o de recusar o que parece pronto para proteger a consistência das varas de pesca.
A fábrica coreana de Incheon resume uma pergunta que vale para qualquer item técnico feito em série: quem garante o desempenho é o processo, não a aparência.
Se você já teve uma vara de carbono que perdeu sensibilidade, descascou na guia ou desalinhou com pouco uso, a resposta costuma estar no mesmo ponto: inspeção e controle de etapa, ou a falta deles.
Qual detalhe das varas de pesca você mais confia para julgar qualidade: peso, alinhamento de guias, acabamento do epóxi ou rigidez do carbono? E se a inspeção reprovasse uma peça “bonita”, você preferiria pagar mais por consistência ou arriscar um modelo mais barato e imprevisível?






-

-

-

3 pessoas reagiram a isso.